: u4 F1 H' k' e& |
| & k- z J8 l& C, D7 L. q
' V7 Z0 ~5 D( y& y9 R6 G
®ßxńŅ»°ŃĮ¢ćµ¶×öĢŲ¶ØµÄćĻ÷²Ł×÷r,£¬ŠčŅŖæ¼]ŌS¶ąŅņĖŲŅŌ“_±£²Ł×÷³É¹¦,”£
µ¶¾ßµÄ²ÄĮĻ
µ¶¾ßµÄ²ÄĮĻ£Øµ¶¾ß±¾ÉķµÄĪļŁ|(zhج)£©ŹĒµ¶¾ßµÄÖ÷ŅŖĢŲŠŌ,£¬²»Õµ¶¾ßŹĒ·ń¾ßÓŠĶæÓ»ņŹĒµ¶¾ß³É±¾ÓŠ¶ąÉŁ,£¬¦ÓŚÄśµÄćĻ÷²Ł×÷Ėü¶¼Ęšµ½ÖĮźP(guØ”n)ÖŲŅŖµÄ×÷ÓĆ,”£
øßĖŁä£ØHSS£©£ŗøßĖŁäŹĒ×ī»ł±¾×īĘÕĶصĵ¶¾ß²ÄĮĻ,£¬¶ąÓĆÓŚĄĻŹ½Ä„“²ÓĆ×÷ŗĪ”¢¶ĢĘŚµÄ²Ł×÷,”£øßĖŁä²ÄĮĻµÄµ¶¾ß²»ČēøßĖŁä-āŗĻ½šŅŌ¼°Ó²ÖĘŗĻ½š²ÄĮĻµÄµ¶¾ßÄĒÓ,£¬¾ßÓŠŽD(zhuØ£n)ĖŁŗĶßM½oĮæÉĻµÄ(yØu)Ż”£
øßĖŁä-āŗĻ½š£ŗĶłĘÕĶصÄøßĖŁäÖŠ½Čė8%ŗ¬ĮæµÄā¶ųÖĘ³ÉµÄµ¶¾ß,£¬ĘäÓ²¶ČŅŖ±Č¼øßĖŁä²ÄĮĻ“ó,£¬ß@ÓŽD(zhuØ£n)ĖŁ”¢ßM½oĮæŅŌ¼°røń·½Ćę¶¼ž±ČŗóÕßÓŠĖłĢįøß,£»®Č»,£¬¼“Ź¹ĢįøßŗóŅ²ßh²»ÄÜŗĶÓ²ÖĘŗĻ½š²ÄĮĻµÄµ¶¾ßĻą±Č”£
Ó²ÖĘŗĻ½š£ŗÓ²ÖĘŗĻ½šµ¶¾ßµÄß\ŠŠĖŁ¶ČŅŖ±ČøßĖŁäŗĶøßĖŁä-āŗĻ½šµ¶¾ßæģ2ÖĮ2.5±¶,£¬ėHÉĻŅ²ĢįøßµÄÉś®a(chØ£n)µÄŠ§ĀŹŗĶ®a(chØ£n)Įæ,”£Čē¹ūÄśÕżŌŚŹ¹ÓĆ»ņ“ņĖćŹ¹ÓĆÓ²ÖĘŗĻ½šµ¶¾ß,£¬Õ×¢ŅāŅŌĻĀ×üc£ŗ
“_±£ÄśµÄµ¶¾ß¾ßÓŠŅ»ĄĪ¹Ģ½Y(jiئ)µÄ½ÓŻS£¬Ź¹ĘäßB½ÓŌŚµ¶¼ÜÉĻ²»°l(fØ”)ÉśŅĘÓ,”£Ņņé,£¬Ó²ÖĘŗĻ½šµ¶¾ßŁ|(zhج)µŲŻ^“ą£¬¶ųĒŅŽD(zhuØ£n)ĖŁŻ^øß,£¬Čē¹ūßB½Ó²»ĄĪ¹ĢŗÜČŻŅ×°l(fØ”)ÉśąĮŃ,”£
×ī³õŁßMÓ²ÖĘŗĻ½šµÄ³É±¾Ņ²ŌSŅŖ±ČĒ°ÉÕßøߣ¬µ«Ź¹ÓĆĖüŌŚÉś®a(chØ£n)ÖŠŠ§ĀŹŗÜøß,£¬¶ųĒŅŹ¹ÓĆĘŚŠ§éL,£¬ÓÖ¹(jiئ)¼sĮĖøüQµÄŁMÓĆ£»ÕūĖćĻĀķ,£¬Ęä(chuؤng)ŌģµÄĄūßh“óÓŚĘä³É±¾,”£
Ó²ÖĘŗĻ½šµ¶¾ß±ČøßĖŁäµ¶¾ßøüŅ׏ÜĒŠĻ÷ĖéĮĻµÄÓ°ķ£¬²Ł×÷rŅŖøńĶāŠ”ŠÄ,”£
µ¶¾ßµÄ
¢µ(shØ“)
ŠčŅŖøłž(jØ“)¾ßówµÄ²Ł×÷ķßxńŗĻßmµÄ¶Ė浶
¢µ(shØ“)”£ŅŌĻĀŹĒŅ»Š©ŠčŅŖæ¼]µ½µÄ»ł±¾ŅŖĖŲ£ŗ
µ¶¾ßæéL£ŗČē¹ū²Ł×÷ŌŹŌSµÄŌ,£¬±MĮæŹ¹ÓĆŻ^¶ĢµÄ¶Ė浶ŅŌpŠ”ćĻ÷ß^³ĢÖŠµÄĘ«²ī,”£ĖłŅŌ±MæÉÄÜßxÓƶĢŠĶ¶Ė浶ŅŌ¹(jiئ)¼sµ¶¾ß³É±¾”£
ĖŹŠĶ£ŗøłž(jØ“)ĢŲ¶Ø²Ł×÷ßxń
éLŠĶ£ŗøłž(jØ“)ĢŲ¶Ø²Ł×÷ßxń
¶ĢŠĶ£ŗßmŗĻ¼Ó¹¤ČĪŗĪŠčŅŖÉī¶ČßM½oĮæµÄ²ÄĮĻ,£¬O“óµÄpŠ”ĮĖćĻ÷ß^³ĢÖŠµÄĘ«²ī,”£
µ¶²ŪµÄµ(shØ“)Äæ£ŗµ¶¾ßµ¶²Ūµ(shØ“)ÄæµÄŌö¶ąžŹ¹ĒŠŠ¼²»Ņ×Åųö£¬µ«ÄÜŌŚßM½o³Ģ¶Č²»×µÄĒérĻĀĢįøß¼Ó¹¤±ķĆęµÄŁ|(zhج)Įæ,”£¶ž²ŪŗĶĖIJŪµ¶¾ßŻ^é³£Ņ,”£
¶ž²Ū£ŗ¾ßÓŠ×ī“óµÄÅÅŠ¼æÕég”£¶ąÓĆÓŚĘÕĶصÄćĻ÷²Ł×÷ŗĶŻ^ܲÄĮĻµÄćĻ÷²Ł×÷,”£
Čż²Ū£ŗ·Ē³£ßmÓĆÓŚé_æײŁ×÷,£¬Ņ²ßmÓĆÓŚĘÕĶصÄćĻ÷²Ł×÷”£ÅÅŠ¼ŠŌÄÜŗĶ¼Ó¹¤Ł|(zhج)Įæ½éÓŚÖŠég,”£
ĖIJŪ£ŗßmÓĆÓŚŻ^Ó²µÄčF½šŁ²Ł×÷,£¬¼Ó¹¤Ł|(zhج)ĮæŻ^øß”£
Įł²ŪŗĶ°Ė²Ū£ŗ“óµ(shØ“)Ä浶²ŪµÄµ¶¾ßÅÅŠ¼ÄÜĮ¦pŠ”,£¬¶ų³ÉĘ·µÄ±ķĆęŁ|(zhج)ĮæÓŠĮĖĢįøß,”£ß@ӵĵ¶¾ßĢŲeßmŗĻ×ö×ī½K³ÉĘ·µÄ¼Ó¹¤”£²Ł×÷Ē°ŅŖĒå³żµōėsŠ¼ĪŪĪļ,”£
/ o3 a4 s0 V6 z1 O y2 |) F$ d5 o, J3 w, i/ u
+ Y4 D4 [9 K, U7 X) }: H- \. ^
8 s( `0 F- w _, m
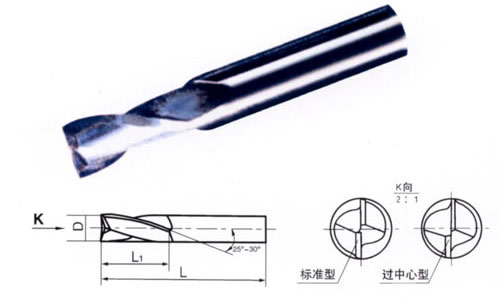
* z' B) @+ ?- @& d4 H! Q# L0 ?| µ¶Ćę½Ē£ØĒ°½Ē£©£ŗŅ»°ć¶Ė浶µÄ¾ßÓŠ10-12”ćµÄÕżµ¶Ćę½Ē,£¬ß@ӱȯ^ßmŗĻĒŠĻ÷ÜŁ|(zhج)”¢Õ³Ł|(zhج)ŅŌ¼°øßķg¶ČµÄ²ÄĮĻ,”£ŅŖøłž(jØ“)Ėł¼Ó¹¤µÄ²ÄĮĻÕ{(diؤo)Õūµ¶Ćę½Ē,”£ŌŚßxńµ¶Ćę½Ē£ØĒ°½Ē£©µÄĶ¬r,£¬Ņ²ŅŖæ¼]µ½µ¶¾ßµÄégĻ¶½Ē£Øŗó½Ē£©£¬ŅŌÖ±½ÓŌö¼ÓĒŠĻ÷ČŠŗóµÄĮ¦Įæ,”£ | " n8 [0 }. O: J
; P( h% e! _1 J+ {| ĀŻŠż½Ē£ŗŅ»°ć¶Ė浶µÄĀŻŠż½ĒĶس£ŌŚ30”ć×óÓŅ,”£øüøßµÄĀŻŠż½ĒÓŠĄūÓŚĒŠŠ¼µÄÅųö£¬±ČŻ^ßmŗĻÓĆÓŚĻńäXß@Ó²ÄĮĻµÄæģĖŁćäN¼Ó¹¤,”£ | |






 °l(fØ”)±ķÓŚ 2006-5-27 18:22:54
°l(fØ”)±ķÓŚ 2006-5-27 18:22:54

 QQŗĆÓŃŗĶČŗ
QQŗĆÓŃŗĶČŗ ŹÕ²Ų
ŹÕ²Ų ĢŌĢū
ĢŌĢū ī}£I(yØØ),£¬ĆčŹöĒ峞
ī}£I(yØØ),£¬ĆčŹöĒ峞 ÉģŹÖüh/¹ąĖ®/擲»¶®
ÉģŹÖüh/¹ąĖ®/擲»¶® ĒÖ÷
ĒÖ÷ °l(fØ”)±ķÓŚ 2007-9-5 08:41:04
°l(fØ”)±ķÓŚ 2007-9-5 08:41:04